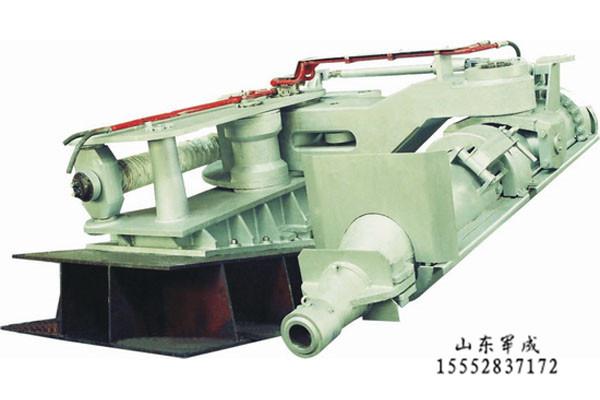
当前所用的高炉液压凿岩机均为上世纪80年代后期的产品,主要有以下几点不足:
1.冲击功小
大高炉炉口烧结硬度高,尤其是炉口末端,由于烧结温度高并夹杂了部分铁杂质,硬度和粘性都高,小冲击功凿岩机往往打不开炉口末端。目前国际上只有TMT等少数几家公司凿岩机单次冲击功达到500以上。根据市场需求确定新机设计参数,大胆采用了新材料及新型工艺,后经生产工艺改进,实测值为560。大冲击功凿岩机的设计成功,为大高炉开口奠定了基础。
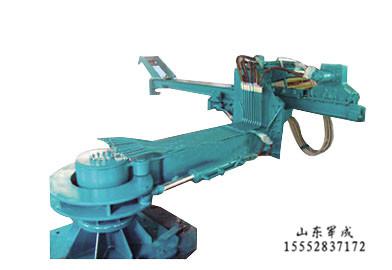
2.冲击频率低
大冲击功凿岩机由于结构、材料的限制,冲击频率一般不超过30HZ,TMT凿岩机冲击频率为29.5HZ左右,虽然也能满足高炉开铁口的需求,但是由于两次冲击时间间隔较长,对高炉炉口不能形成有效的应力集中,故开口效率偏低,钻杆钻头的损耗大,有时需要二、三根钻杆才能打开一个孔。液压凿岩机设计时冲击频率就为50HZ,经过多次新材料、新工艺的试验,现实测频率为49.5HZ左右。高频凿岩机凿岩时应力集中,效率成倍提高,而且对钻杆、钻头的消耗大幅减少。
3.使用稳定性差
以前国产液压凿岩机使用寿命偏低,有时在大高炉开口一星期就需下线维护,对这一点非常重视。首先在材料的热处理上,与国内多家材料热处理研究单位及高校建立了广泛联系,结合航空产品热处理的相关经验,制定了一套科学的热处理工艺,使材料的抗疲劳寿命大幅提高,在加工、制造上也采用了大量新工艺新办法。